Ремонт подвески МАЗ-5207В
Чаще всего неисправностями подвески, вызывающими необходимость проведения текущего ремонта, являются: поломка листов рессор, сдвиг листов из-за среза центрового болта, потеря упругости (осадка) рессоры, разрушение резиновых подушек рессор.
Прежде чем приступить к снятию рессоры, необходимо затормозить прицеп стояночным тормозом, ослабить гайки крепления колеса и стремянок рессоры.
Порядок снятия рессоры следующий:
- поднять домкратом колесо со стороны снимаемой рессоры, установить подставку под лонжерон рамы и снять колесо;
- отвернуть гайки стремянок 10 (см. рис.25), подложить под тормозной барабан подкладки и, опуская домкрат, освободить балку оси от рессоры до посадки барабана на подкладку;
- отвернуть болты крепления крышек 9 и 12 кронштейнов, вынуть резиновые подушки 13, снять рессору и очистить ее от грязи.
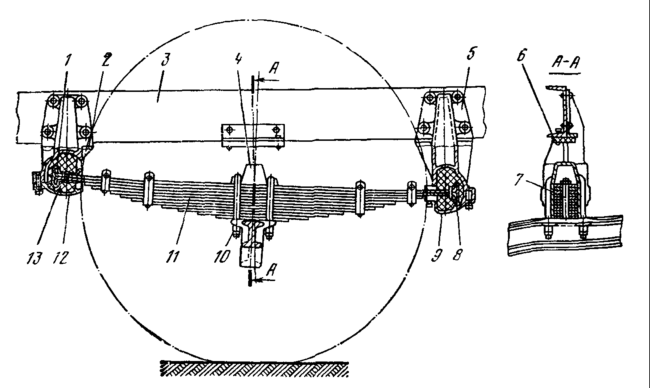
Рис. 25. Подвеска
Рессору следует разбирать в следующей последовательности:
- положить рессору на верстак;
- отвернуть гайки хомутов и снять детали хомутов;
- сжать центральную часть рессоры тисками, отвернуть гайку центрового болта и, ослабив тиски, разобрать рессору;
- промыть керосином все листы рессоры, протереть и осмотреть.
Листы на отсутствие трещин проверяют визуально при помощи лупы. Лопнувшие листы и листы, имеющие трещины, следует заменить.
Довести рихтовкой, если это требуется, радиусы изгиба исправных листов до величин, указанных в табл. 10, и переклепать ослабевшие заклепки чашек и хомутов.
Таблица 10
| Номера листов рессоры по рис. 26 |
Длина выпрямленного листа, мм |
Радиус R изгиба до сборки, мм |
Стрела h прогиба листа до сборки, мм |
| 1 |
1376 |
4000 |
51 |
| 2 |
1376 |
3000 |
68 |
| 3 |
1150 |
2400 |
69 |
| 4 |
1110 |
2000 |
74,5 |
| 5 |
1005 |
2000 |
65 |
| 6 |
955 |
1800 |
63,5 |
| 7 |
890 |
1800 |
55 |
| 8 |
780 |
1600 |
42,5 |
| 9 |
630 |
1600 |
30,5 |
| 10 |
500 |
1600 |
19,5 |
| 11 |
370 |
1600 |
10,5 |
| 12 |
240 |
1600 |
4,5 |
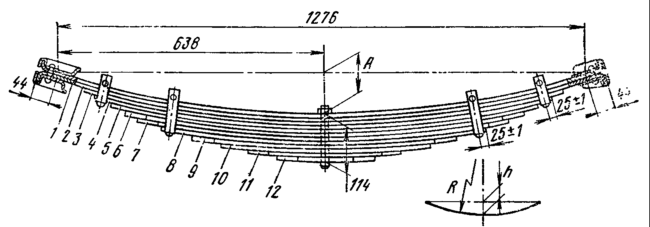
Рис. 26. Размер рессоры (номера позиций даны в табл. 10):
А-стрела прогиба рессоры (после сборки до осадки А=96 мм, после осадки А=85±8 мм)
Рессору рекомендуется собирать в такой последовательности:
- отобрать требуемый комплект листов с укрепленными чашками на коренных листах и хомутами на нужных листах;
- тщательно промазать обе плоские поверхности листов графитной смазкой УСсА (ГОСТ 3333—55). Допускается для смазки листов применять смесь масел, состоящую из 30% солидола, 40 нигрола и 30% графита;
- подсобрать комплект листов в соответствующем порядке и вставить через отверстие стержень диаметром, равным диаметру центрового болта;
- сжать центральную часть рессоры тисками, вынуть стержень, вставить в отверстие листов центровой болт (головкой снизу) и затянуть гайкой до отказа;
- подсобрать крепление хомутов, затянуть их гайками, освободить рессору из тисков и протереть ее от смазки, выдавленной листами;
- проверить стрелу прогиба рессоры в свободном состоянии, как показано на рис.26.
Необходимо иметь в виду, что одной из причин преждевременных поломок листов рессоры является их коррозия, поэтому рессоры следует красить.
После сборки рессору рекомендуется подвергнуть осадке на подвижных опорах до прогиба 215 мм (при нагрузке 5500 кгс) от свободного состояния. Подвергнутая осадке рессора не должна давать остаточной деформации от нагрузки 5000 кгс. При нагрузке 2000 кгс прогиб рессоры от свободного состояния-85±8 мм.
При разборке и сборке рессоры не следует наносить удары молотком по листам. Для поднятия стрелы прогиба рессоры допустима лишь рихтовка листов прокаткой их между роликами.
В креплении рессор наибольшему износу подвергаются опорные резиновые подушки. Разрушенные или значительно изношенные резиновые подушки следует заменить. В некоторых случаях для устранения зазора между подушкой заднего конца рессоры и кронштейном на изношенную подушку со стороны, обращенной к кронштейну, можно наклеить резиновую пластину по толщине, соответствующей величине износа.
Кронштейны 2 и 5 (см. рис.25) крепления рессор подлежат замене в случае обнаружения трещин или обломов. При установке нового кронштейна на старую раму или, наоборот, старого кронштейна на новую раму рассверливают совместно отверстия под заклепку диаметром 18 мм. Допускается крепление кронштейнов болтами вместо заклепок. В этом случае необходимо, чтобы болт был диаметром не менее 18 мм и термически обработан до твердости HRC 28—35. Точность обработки крепежных отверстий рамы и кронштейна должна быть не ниже 5-го класса. Гайки болтов надо затянуть (момент 5,5—6 кгс*м) и под гайки болтов поставить усиленные пружинные шайбы или применить контргайку. В противном случае крепление может быстро ослабнуть из-за больших нагрузок, действующих на кронштейн.
Устанавливают рессору на прицеп в порядке, обратном снятию ее с прицепа.
При установке рессор необходимо учитывать следующее. Разность размеров стрелы прогиба левой и правой рессор не должна превышать 8 мм.
Гайки стремянок рессор окончательно затягивают при груженом прицепе (момент затяжки 40—45кгс*м). Ввиду того что концы рессоры закреплены в резиновых подушках, при монтаже рекомендуется выпрямление рессоры, для чего можно применить домкрат с несложным приспособлением. В этом случае домкрат устанавливают на нижнее основание приспособления, а винт его упирают снизу в балку оси. Стремянки приспособления надевают на концы рессоры и крепят к основанию приспособления. Это желательно делать ввиду того, что неправильно поставленные подушки не самоустанавливаются при затяжке крышки, что приводит к их быстрому разрушению. Болты крепления крышек затягивают равномерно до упора.
|




{kind=link}